
Eind 2005 kreeg ik het plan om mijn Kreidler opnieuw op te gaan bouwen. (Zie: Restauratieverslag Make-over Maarten's Kreidler). Hij stond er niet zo heel mooi meer bij en was al lang niet meer vertroeteld.
Ook moest het motorblok nagekeken worden. Was het blok echt slecht? Nee, dat leek wel mee te vallen, reed nog goed, lekte wat olie. Maar ik wilde dat het blok weer tiptop in orde zou worden. Zo'n 6-bak is toch iets waar je zuinig op moet zijn. Mijn gevoel zei me dat het tijd was om de boel eens goed te laten inspecteren door een vakman. Lees onderstaand fotoverslag en je zult zien ik niet langer had moeten wachten met de motorrevisie!
Na gezien te hebben hoe Arnold zo'n blokrevisie aanpakt, (zie bijvoorbeeld deze topic over de revisie van een ei-tank 3-bak hand blok) leek hij me de geschikte persoon om deze klus te klaren.

Inspectie Motorblok
Zo heb ik het blok naar Arnold toegebracht. Alles zat er nog op, de olie zat er nog in.

Blok compleet linkerzijde

Blok compleet voorzijde

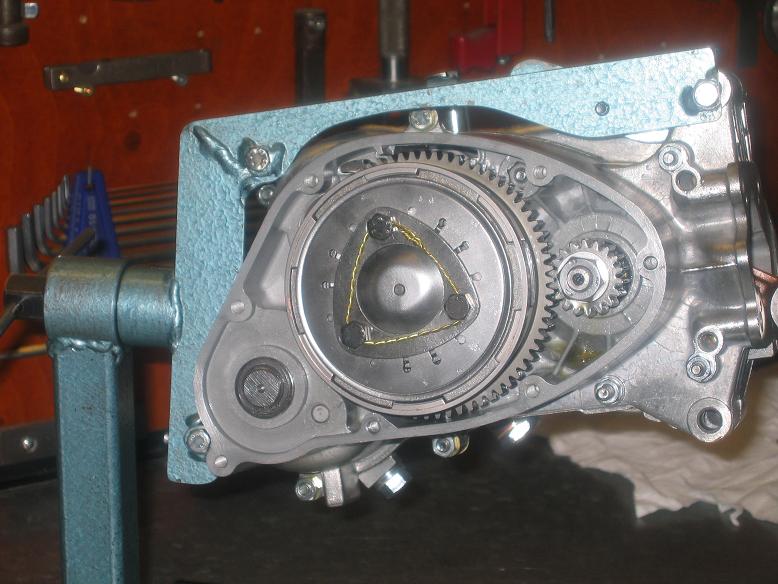
Blok compleet bovenzijde

Olie aftappen
Olie zag er niet echt slecht uit, was wel vrij weinig, maar wat wil je met een blok dat lekt.

Inspectie cilinder, kop en zuigerCilinderkop
Kop gevlakt door Piet van de Gaag. O-ring als koppakking, dit functioneert erg goed.
Bougiegat is voorzien van een helicoil, was ooit dolgedraaid.
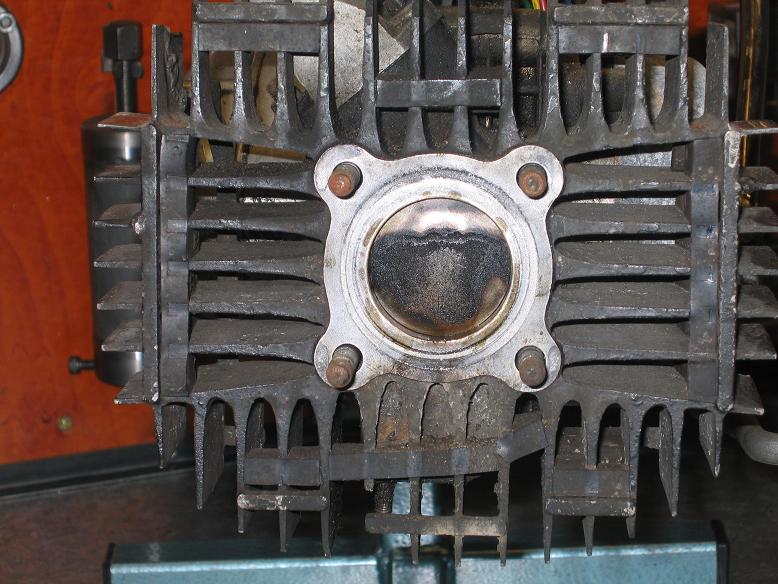
Cilinder en zuigerkop

Spoelpoorten en inlaatpoort
Cilinder bewerkt en getuned door Piet van de Gaag. Is eenmaal op een testbank geweest (bij KMS motoren Scheveningen), toen liep het niet optimaal, maar was toch goed voor een aardige 10,3 pk.

Uitlaatpoorten
Interessant::
Het ene extra uitlaatpoortje is niet mooi rond. Deze cilinder had als 50 cc al die twee extra uitlaatpoortjes (fluitpoortjes). Na het opboren naar 60 cc was het ene uitlaatpoortje niet meer mooi rond.
Verder is het geen ramp.

Interessant::
Warmloopplek.
Deze cilinder heb ik al minstens 15 jaar. Op een snikhete zomerdag reed ik een stukje snelweg volgas. De compressie was erg hoog. De smering was slecht, ik reed met Shell brommix zonder extra tweetaktolie bij te gieten. De cilinder liep warm. Ik trok de koppeling in en vast zat de zuiger. 10 km terug naar huis lopen/steppen. Daarna cilinder laten honen en nieuwe zuiger. Plek is altijd gebleven maar zit niet in het compressie gedeelte. Toch zonde.

Zuiger in het blok

Zuiger is geleverd door Piet van de Gaag, is van het merk MBA, komt oorspronkelijk uit een watergekoelde 2-cilinder tweetakt 125 cc racer en heeft 1 wedstrijd gereden. Deze zuiger heeft de maat 43.96 en je ziet uiteraard de spoelpoortjes.
Ook duidelijk zichtbaar: zuiger heeft sporen en beschadigingen, enkele harde metaaldeeltjes zijn er langs gegaan. De oorzaak hiervan kun je verder op lezen!

Zuiger
Geconstateerde speling tussen zuiger en cilinder: 0,055 mm (vijf en een half honderdste). Cilinder en zuiger nog mooi rond (niet ovaal). Cilinder wordt via Piet van de Gaag bij de firma Hof voorzien van een nieuwe nicasil wand en een nieuwe zuiger van Piet vd Gaag.
De wand zoals die in de cilinder zat was aangebracht door de firma Mahle.

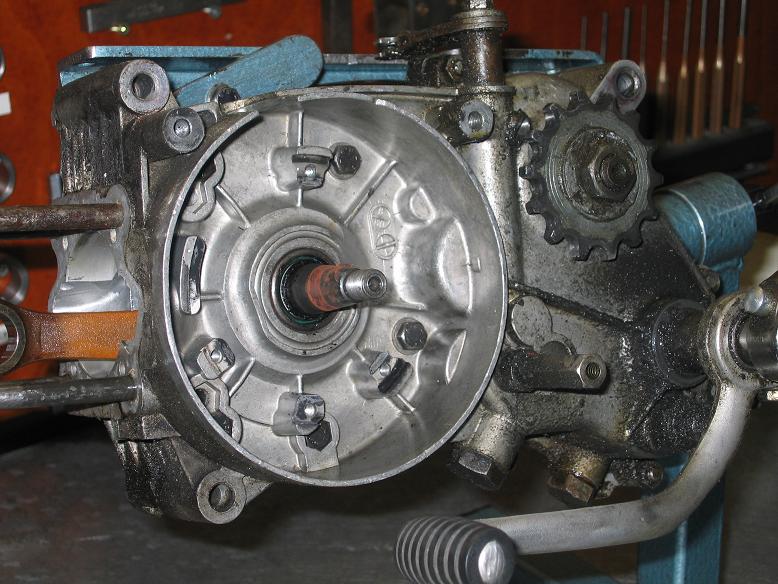
Motoplatt ontsteking

Drijfstang en krukas

Vliegwiel losnemen

Vliegwiel Motoplatt onsteking - afgedraaid

Interessant:
Los zittende buitenring. Moet nog nader bepalen of dit kwaad kan.

Los zittende buitenring

Motoplatt vliegwiel binnenzijde

Motoplatt ontsteking - onafgeschermde losse draadjes vallen op.
Ontsteking verwijderd

Linkerzijde vette boel
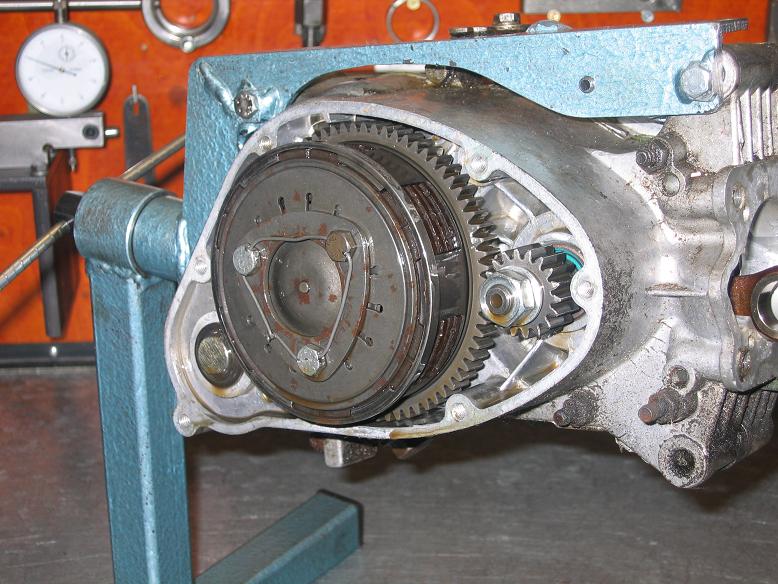
Koppelingsdeksel verwijderd

Koppelingsplaten.
Geconstateerd: gevoerde platen (6 stuks) zijn versleten.

Verstevigde koppelingskorf, rechte vertanding

Afnemen krukastandwiel

Kijkje in blok na verwijdering carterdeksel

Linker carterdeksel

Schakelnaaf

Rechter carterhelft binnenzijde

Versnellingsassen en schakelwals

Interessant:
De bronzenbus van het grote tandwiel van de eerste versnelling zit vast op de as. Het tandwiel draait dus om de bronzenbus op de as ipv dat de bronzenbus in het tandwiel draait om de as.

Versnellingsassen, schakelwals en kickstarteras

Krukas

Koppeling met rechte vertanding en versterkte koppelingskorf

Carterhelften schoongemaakt, binnenzijde is gestraald.
De buitenzijde hoefde van mij niet gestraald te worden, dat vind ik persoonlijk niet zoals het hoort, en Arnold had er geen probleem mee, de klant is koning.

Carterhelften schoon linkerzijde.
Een veelgestelde vraag: Hoe zijn de carters zo mooi schoon geworden?
Antwoord: De carters zijn in een reinigingsmachine, (een soort wasmachine met speciale zeep) geweest wat een temperatuur heeft van 80/90 graden.
daarna heeft Arnold de carters langs een roterende staalborstel gehaald, en dan krijg je dit effect.

Carterhelften schoon voorzijde

Carterhelften schoon onderzijde

Carterhelften schoon rechterzijde

Koppelingsplaten schoon

Verwijderen binnenring krukaslager

Lospersen Big-End Pin

Krukwangen

Interessant:
Dit maakt dat de revisie geen overbodige luxe is, naast het feit dat Arnold constateerde dat er enige speling voelbaar was in het bigendlager, bleek er op het big-end ook een beschadiging te zitten.
Ook had de drijfstang aangelopen tegen de krukwangen, op de krukwangen zaten inloopsporen.

Krukwang

Big-End lager

Vlakdraaien van ingelopen wang tbv bronzen ring

Overzicht van onderdelen op werkbank van Arnold.
Kenmerkend voor Arnold is dat hij ontzettend netjes en precies werkt. Alles is goed georganiseerd. In de werkplaats is het schoon, en al het specialistische gereedschap is op voorraad, net als vele onderdelen die meestal vervangen moeten worden bij een revisie.

Bewerkte krukwangen

Inpersen big-endpin

Ingeperste big-endpin

Plaatsen bronzen ring

Nieuwe drijfstang van Topracing, bestand tot 18000 rpm.

Plaatsen nieuwe drijfstang

Plaatsen andere bronzen ring

Samenpersen krukas
Dit is ook weer vakwerk. De bigendpen moet er recht ingeperst worden, als de pen er scheef in gaat dan gaat hij vreten en dan is het gat beschadigd en is de krukas niet meer bruikbaar.

Krukas uitbalanceren, controle op slingeringDe wangen kunnen ten opzichte van elkaar verdraaid worden, dat gaat wel heel zwaar, en gebeurt in de bankschroef, ingespannen tussen aluminium platen. De laatste honderdste milimeters doe je met een koperen hamer.
Interessant: Beide micrometers staan op nul. Perfecte krukas.

Gereviseerde krukas compleet, bronzen ringen duidelijk zichtbaar

Gereviseerde krukas compleet

Kickstartas compleet

Kickstartas losse onderdelen

Schoongemaakte onderdelen

Interessant: Draaien extra groef voor extra O-ring om olielekkage doeltreffend tegen te gaan.

Draaien extra groef voor O-ring in schakelnaaf

Schakelnaaf schoon en rond met extra groef voor O-ring

Schakelnaaf schoon en rond met extra groef voor O-ring

Schakelnaaf schoon en rond met extra groef voor O-ring

Kickstarteras schoon en rond met extra groef voor O-ring

Kickstarteras schoon en rond met extra groef voor O-ring

Kickstarteras schoon en gepolijst

Afdraaien van vastgelopen bronzenbus op versnellingsas

Versnellingsas weer mooi schoon

Draaien van bronzen bus op maatDe bronzen bussen draait Arnold zelf uit speciaal lager brons.

Tandwiel 1e versnelling plus bronzen bus

Bus in tandwiel persen

Tandwiel voorzien van de nieuwe bus

Uitdraaien bronzenbus in tandwiel

Tandwiel terug op versnellingsas

Tandwiel terug op versnellingsas

Draaien bronzen bus

Gepolijst met de nieuwe bronzen bussen

Inpersen bronzen bus

Inpersen bronzen bus

Carterhelften voorzien van bussen

Carterhelften voorzien van bussen en lagersKrukaslagers zijn van het merk NSK met messingkooi.
De overige lagers zijn SKF C3 lagers.
Met bovengenoemde lagers heeft Arnold goede ervaringen.

De rechtercarterhelft is nu gemonteerd op de montagebok
Nu kan er begonnen worden met het monteren en uitmeten van de verschillende assen.
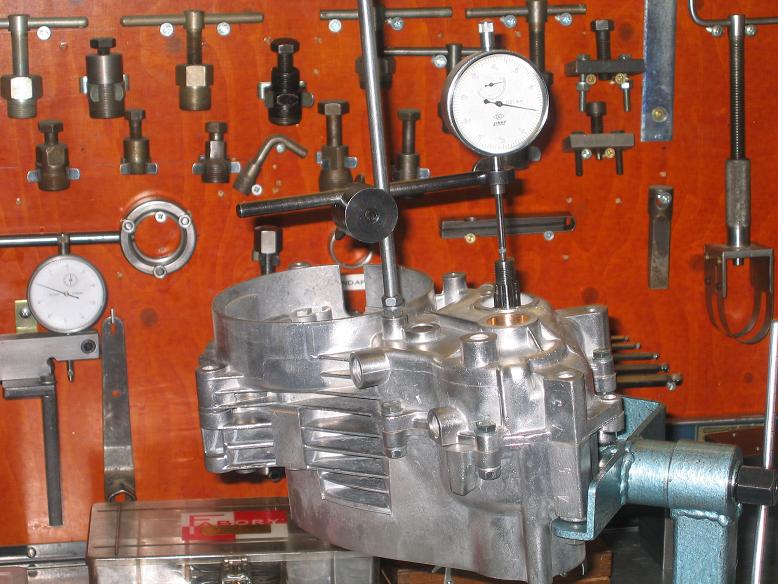
Axiale spelingen controleren.
Zie de tabel met afstelgegevens en axiaal spelingen.

Axiale spelingen controleren

Axiale spelingen controleren

Axiale spelingen controleren

Axiale spelingen controleren

Axiale spelingen controleren en uitshimmen

Plaatsen helicoils wegens ruimte op de schroefdraad

Helicoil gereedschapskoffer

Assen terug in blok

Blok weer dicht, linkerzijde

Blok weer dicht, voorzijde

Blok weer dicht, linkerzijde-achter

Controleren axiale speling en slingering koppelingskorf

Koppelingskorf gemonteerd
Koppeling met rechte vertanding en versterkte koppelingskorf
Koppeling gemonteerd met mooi borgdraadje.
Nieuwe gevoerde platen zijn gemonteerd (6 "snelle" platen), de oude gevoerde platen waren "normale" platen en deze waren versleten.
Voor montage heeft Arnold de braampjes en onregelmatigheden van de korf weggehaald en glad gemaakt.

Koppeling gemonteerd met mooi borgdraadje

Gepolijst koppelingsdeksel

Gepolijst koppelingsdeksel

Blok linkerzijde
Toegepast zijn Teflon (Viton) oliekeerringen.Deze Viton oliekeerringen zijn bruin, ipv groen van de traditionele KACO oliekeerringen. De Viton keerringen hebben minder wrijvingsweerstand.

Blok linkerzijde
Blok linkerzijde inc. ontsteking
De losse draadje van de ontsteking (in het blok) zijn nu voorzien van een krimpkousje er omheen.

Blok linkerzijde inc. ontstekingskapje, kickstartpedaal en schakelpedaal

Blok linkerzijde inc. ontstekingskapje, kickstartpedaal en schakelpedaal
Het blok is inmiddels ook weer netjes voorzien van motorolie, Arnold heeft er 400 cc Kroon SAE 80 olie in gedaan. Deze olie is door Kreidler voorgeschreven en heeft de API GL-4 specificatie. Hoewel er al veel discussies zijn gevoerd over moderne/exotische smeermiddelen, lijkt deze vertrouwde olie de beste keuze en veilig voor koppelingsplaten en bronzen bussen.
Over de hoeveelheid olie is ook goed nagedacht. Niet te veel, niet te weinig. In goed overleg, na het lezen van topics en het raadplegen van andere experts, is gekozen voor 400 cc olie.

Blok voorzijde inc. tapeinden

Olieaftapplug inc. magneetje

Olieaftapplug inc. magneetje

Olieaftapplug inc. magneetje.

Olieaftapplug inc. magneetje
Het magneetje zit in de olieaftapplug geperst en gelijmd. Het houdt metaaldeeltjes vast die in de motorolie ronddrijven.
Wat op de foto's niet te zien is:
- Arnold meet alle assen na, ook alle lagerpassingen in het blok worden gemeten en gecontroleerd.
- De pakking vlakken van de carters worden op een glasplaat/spiegel met fijne schuurpasta helemaal vlak geslepen. Bij de montage wordt dus geen vloeibare pakking of zoiets gebruikt.
- De revisie vindt plaats in goed overleg met de eigenaar, zodat deze geheel op de hoogte blijft van de werkzaamheden en vorderingen.
- De bronzen bussen draait Arnold zelf uit speciaal lager brons.
- Alle draadgaten worden gecontroleerd en evt. gerepareerd.
- Alle werkzaamheden worden door Arnold zelf uitgevoerd, er wordt dus niets uitbesteed.
Bovendien is het heel gezellig als je bij hem op de koffie komt met je motorblokje, als je ook een kijkje in zijn privemuseum en in de werkplaats mag nemen dan ben je helemaal de koning te rijk.
Update februari 2006
De cilinder is terug. Eerst heeft Piet van der Gaag de spoelpoorten en inlaatpoort bewerkt zodat deze iets langer openstaan. Daarna heeft hij de cilinder getest door deze te monteren op een Kreidler, en is hij er mee gaan rijden. Hij was er heel tevreden over.
Toen heeft Piet de Nicasil wand verwijderd in een bad met salpeterzuur, en vervolgens is de cilinder naar de firma Hof gegaan voor de nieuwe Nicasil wand. Bij terugkomst bleek de cilinder er prima uit te zien. Wederom goed werk van de firma Hof.
Er zit nu een mba zuiger in van 43.97 mm en de speling tussen wand en zuiger is 1/100 mm.

De nieuwe cilinderwand, overzichtsfoto van alle poorten.

Nieuwe MBA zuiger, 43.97 mm.
Nog interessant om te vermelden:
Om het verschil op te lossen tussen het drijfstangoog en het gat in de zuiger (drijfstangoog heeft een doorsnede van 14 mm, mba zuiger heeft een zuigerpengat van 12 mm) wordt een speciaal daarvoor bedoelde, geharde, binnenring (bus) gebruikt. Deze bus (SKF Inner Ring code IR 15x18x16) heeft een lengte van 16 mm en zit dan vrij strak in de zuiger. Om de smering beter te laten verlopen draait Arnold deze bussen af naar 15,5 mm. Zo kan de olie beter zijn werk doen op dit belangrijke punt.

Close-up van wand en poorten.

Arnold wilde geen risico lopen en wilde zeker weten dat de boring netjes haaks stond op de cilindervoet. Dit naar aanleiding van berichten (ook hier op het forum) dat de boring soms niet haaks staat op de cilindervoet. Tevens had Arnold een vermoeden dat er mogelijk iets mis was, omdat de drijfstang ook had aangelopen tegen de krukwang.
Om dit allemaal echt goed te kunnen controleren, meten en eventueel bewerkingen aan de cilinder te kunnen doen, moet de cilinder ook perfect netjes ingespannen worden in de draaibank...
Om de cilinder goed op te kunnen spannen, heeft Arnold een as gedraaid. De as is zo gedraaid dat hij mooi schuivend (zonder ruimte) in de cilinder gaat. Alleen 1 cm van het laatste gedeelte (linker deel van de as) is een paar honderdste mm dikker, dus als je de cilinder op de as schuift loopt hij vanzelf vast op het dikkere gedeelte en zit dan goed vast om te kunnen meten en eventuele bewerkingen uit te kunnen voeren.

De as is gereed.

De cilinder is op de as gedrukt en zit er nu klemvast op.Arnold kan nu gaan beginnen met het controleren en meten van de cilinder en de eventuele slingeringen of andere afwijkingen.
Controleren en meten van de vlakheid van de cilindervoet mbv een meetklok.
Nu bleek dat de cilindervoet 0,07 mm scheef stond tov de boring, de cilinder week dus iets af naar links, naar de ontstekingskant toe. Om dit te verhelpen zal Arnold de cilindervoet vlak gaan draaien.

Vlakdraaien cilindervoet.

Vlakdraaien cilindervoet.

Centrisch draaien van het cilinderhemd, zodat het niet kan wringen in het carter bij de montage.

Controleren en meten van de vlakheid van de bovenkant van de cilinder.
De bovenkant van de cilinder is 0,02 mm scheef. Dit is zo minimaal dat dit niet gecorrigeerd hoeft te worden.

Het resultaat mag er wezen! De cilindervoet is perfect haaks. Arnold heeft in totaal 0,1 mm van de cilinderhoogte afgevlakt. Deze cilinder was toch al niet zo hoog, om op de verantwoorde compressie te komen was een voetpakking van 0,5 mm gemonteerd (na het vastzetten samengedrukt tot 0,45 mm), dit zal nu een pakking van 0,6 mm worden.
Update maart 2006

Arnold gaat de cilinder en de cilinderkop ook nog netjes voor me maken.
Hier zie je de cilinderkop zoals die er eerst uitzag.

De cilinderkop is gestraald, de hoekjes van de koelribben zijn gepolijst.

De cilinderkop is klaar, deze is gespoten met een spuitbus Motipp matzwart.

De cilinder, met de gepolijste koelribjes.

Spuitbus Motipp matzwart.
Gewoon matzwart dus, niet hittebestendig en ook niet zijdeglans.

De cilinder is gespoten en is klaar.

Cilinder en kop zijn klaar en voor de foto mooi samengevoegd.

De cilinder monteren, vastdraaien met de momentsleutel met een moment van 16 Nm.
Nog enkele gegevens die niet op de foto's te zien zijn:
De slotopening van de zuigerveer is 0,1 mm.
De zuiger blijft ongeveer 0,50 mm onder het kopvlak als hij in top staat. (is moeilijk te meten vanwege de bolling van de zuiger).
Rekening houdend met een voetpakking die na het vastdraaien ongeveer 0,05 mm indrukt, en rekening houdend met de afgedraaide cilindervoet, is er nu een voetpakking van 0,6 mm dikte toegepast.

Staat wel weer fris, zo'n schoon gepolijst spruitstukje.
Arnold heeft voor de zekerheid de aansluiting van het spruitstuk gevlakt op een glasplaat, om er zeker van te zijn dat het 100% afsluit.

En dit is dan het moment waarop we gewacht hebben:
Het motorblok is klaar en compleet.
Ik vind dat het er prachtig uitziet en ik ben er echt heel blij mee! Nogmaals bedankt Arnold voor al je werk!

Het motorblok compleet linkerzijde, vóór en na de revisie.
Maandagavond 13 maart mag ik het blok op gaan halen bij Arnold, ik verheug me er nu al op!


















